緊固件表面處理知識(shí)你了解多少���?
點(diǎn)擊數(shù):31892021-08-06 16:51:06
表面處理�,是一門涉及電化學(xué)�,機(jī)械學(xué),物理學(xué)等多門學(xué)課的學(xué)科��,在很多企業(yè)里包括操作工人�����,技術(shù)員部長(zhǎng)����,技術(shù)員(只會(huì)機(jī)械制圖)都了解不深���,導(dǎo)致在質(zhì)量體系的FMEA里分析的失效模式牛頭不對(duì)馬嘴�����,CP的控制上更是空洞無(wú)物����。
一、電鍍?cè)砼c基礎(chǔ)
1����、電鍍的定義:
電鍍是鍍液中主鹽金屬離子,在直流電場(chǎng)作用下�����,因擴(kuò)散�、對(duì)流、電遷移等傳質(zhì)手段到達(dá)作為陰極工作表面�,得到電子而還原為金屬原子,并進(jìn)一步結(jié)晶排列為金屬層的過(guò)程��。(狹義)
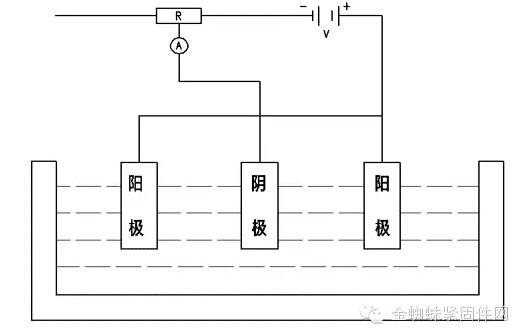
2�、電鍍?cè)恚?/span>
電鍍裝置示意圖﹐被鍍的零件為陰極﹐與直流電源的負(fù)極相連﹐金屬陽(yáng)極與直流電源的正極聯(lián)結(jié)﹐陽(yáng)極與陰均浸入鍍液中。當(dāng)在陰陽(yáng)兩極間施加一定電位時(shí)﹐則在陰極發(fā)生如下反應(yīng)﹕從鍍液內(nèi)部擴(kuò)散到電極和鍍液界面的金屬離子Mn+從陰極上獲得n個(gè)電子﹐還原成金屬M(fèi)�����;另一方面﹐在陽(yáng)極則發(fā)生與陰極完全相反的反應(yīng)﹐即陽(yáng)極界面上發(fā)生金屬M(fèi)的溶解﹐釋放n個(gè)電子生成金屬離子M n+�����。
3、電鍍液成分簡(jiǎn)介
1)主鹽
主鹽是指鍍液中能在陰極上沉積出所要求鍍層金屬的鹽﹐用于提供金屬離子�。鍍液中主鹽濃度必須在一個(gè)適當(dāng)?shù)姆秶o在其它條件不變時(shí),主鹽濃度增加或減少﹐都會(huì)對(duì)電沉積過(guò)程及最后的鍍層組織有影響����。比如﹐主鹽濃度升高﹐電流效率提高﹐金屬沉積速度加快﹐鍍層晶粒較粗﹐溶液分散能力下降。(氯化鋅)
2)洛合劑
有些情況下﹐若鍍液中主鹽的金屬離子為簡(jiǎn)單離子時(shí)﹐則鍍層晶粒粗大﹐因此﹐要采用絡(luò)合離子的鍍液����。獲得絡(luò)合離子的方法是加入絡(luò)合劑﹐即能絡(luò)合主鹽的金屬離子形成絡(luò)合物的物質(zhì)。絡(luò)合物是一種由簡(jiǎn)單化合物相互作用而形成的“分子化合物”����。在含絡(luò)合物的鍍液中﹐影響電鍍效果的主要是主鹽與絡(luò)合劑的相對(duì)含量﹐即絡(luò)合劑的游離量﹐而不是絕對(duì)含量。(在堿性條件下電鍍��,由于絕大多數(shù)金屬離子都會(huì)呈氫氧化物沉淀�,因而必須采用配合物電鍍,此時(shí)洛合劑是鍍液的必備成份���。鋅酸鹽鍍鋅液中的氫氧化鈉和三乙醇胺。)
3)附加鹽
附加鹽是電鍍中除主要鹽外的某些堿金屬或堿土金屬鹽類﹐主要用于提高電鍍液的導(dǎo)電性﹐對(duì)主鹽中的金屬離子不起絡(luò)合作用��。有些附加鹽還能改善鍍液的深鍍能力﹐分散能力﹐產(chǎn)生細(xì)致的鍍層。(氯化鉀�����、氯化鈉質(zhì)量不太好)
4)緩沖劑
緩沖劑是指用來(lái)穩(wěn)定溶液酸堿度的物質(zhì)�。這類物質(zhì)一般是由弱酸和弱酸鹽或弱堿和弱堿鹽組成的﹐能使溶液遇到堿或酸時(shí)﹐溶液的pH值變化幅度縮少。(硼酸)
5)陽(yáng)極活化劑
鍍液中能促進(jìn)陽(yáng)極活化的物質(zhì)稱陽(yáng)極活化劑����。陽(yáng)極活化劑的作用是提高陽(yáng)極開始鈍化的電流密度﹐從而保證陽(yáng)極處于活化狀態(tài)而能正常地溶解。陽(yáng)極活化劑含量不足時(shí)陽(yáng)極溶解不正常﹐主鹽的含量下降較快影響鍍液的穩(wěn)定����。(氰化鍍銅時(shí)用)
6)添加劑
添加劑是指不會(huì)明顯改變鍍層導(dǎo)電性﹐而能顯著改善鍍層性能的物質(zhì)。根據(jù)在鍍液中所起的作用﹐添加劑可分為﹕光亮劑﹐整平劑﹐和抑霧劑等�。
4、影響電鍍質(zhì)量的因素
影響電鍍質(zhì)量的因素很多﹐包括鍍液的各種成分以及各種電鍍工藝參數(shù)��。下面就其中某些主要因素進(jìn)行說(shuō)明��。
1)pH值的影響
鍍液中的pH值可以影響氫的放電電位﹐堿性?shī)A雜物的沉淀﹐還可以影響絡(luò)合物或水化物的組成以及添加劑的吸附程度�����。但是﹐對(duì)各種因素的影響程度一般不可預(yù)見。最佳的pH值往往要通過(guò)試驗(yàn)決定���。在含有絡(luò)合劑離子的鍍液中﹐pH值可能影響存在的的各種絡(luò)合物的平衡﹐因而必須根據(jù)濃度來(lái)考慮����。電鍍過(guò)程中﹐若pH值增大﹐則陰極效率比陽(yáng)極效率高﹐pH值減少則反之��。通過(guò)加入緩沖劑可以將pH值穩(wěn)定在一定范圍��。
2)添加劑的影響
鍍液中的光亮劑﹐整平劑﹐潤(rùn)濕劑等添加劑能明顯改善鍍層組織���。對(duì)此添加劑有無(wú)機(jī)和有機(jī)之分����。無(wú)機(jī)添加劑起作用的原因是由于它們?cè)陔娊庖褐行纬筛叻稚⒍鹊臍溲趸锘蛄蚧锬z體﹐吸附在陰極表面阻礙金屬析出﹐提高陰極極化作用����。有機(jī)添加劑起作用的原因是這類添加劑多為表面活性物質(zhì)﹐它們會(huì)吸附在陰極表面形成一層附膜﹐阻礙金屬析出﹐因而提高陰極極化作用。另外﹐某些有機(jī)添加劑在電解液中形成膠體﹐會(huì)與金屬離子絡(luò)合形成膠體-金屬離子型絡(luò)合物﹐阻礙金屬離子放電而提高陰極極化作用��。
3)電流密度的影響
任何電鍍都必須有一個(gè)能產(chǎn)生正常鍍層的電流密度范圍���。當(dāng)電流密度過(guò)低時(shí)﹐陰極極化作用較小﹐鍍層桔晶粗大﹐甚至沒(méi)有鍍層�����。隨著電流密度的增加﹐陰極極化作用隨著增加﹐鍍層晶粒越來(lái)越細(xì)���。當(dāng)電流密度過(guò)高﹐超過(guò)極限電流密度時(shí)﹐鍍層質(zhì)量開始惡化﹐甚至出現(xiàn)海綿體﹐枝晶狀﹐燒焦及發(fā)黑等。電流密度的變化的上限和下限是由電鍍液的本性﹐濃度﹐溫度和攪拌等因素決定的��。一般情況下﹐主鹽濃度增大﹐鍍層溫度升高﹐以及有攪拌的條件下﹐可以允許采用較大的電流密度�����。
4)電流波形的影響
電流波形的影響是通過(guò)陰極電位和電流密度的變化來(lái)影響陰極沉積過(guò)程的﹐它進(jìn)而影響鍍層的組織結(jié)構(gòu)﹐甚至成分﹐使鍍層性能和外觀發(fā)生變化�。實(shí)踐證明﹐三相全波整流和穩(wěn)壓直流相當(dāng)﹐對(duì)鍍層組織幾乎沒(méi)有什么影響﹐而其它波形則影響較大。
5)溫度的影響
鍍液溫度的升高能擴(kuò)散加快﹐降低濃差極化﹐此外﹐升溫還能使離子的脫水過(guò)程加快��。離子和陰極表面活性增強(qiáng)﹐也降低了電化學(xué)極化﹐導(dǎo)致結(jié)晶變粗��。另一方面﹐溫度升高能增加鹽類的溶解度﹐從而增加導(dǎo)電和分散能力﹔還可以提高電流密度上限﹐從而提高生產(chǎn)效率���。
6)攪拌的影響
攪拌可降低陰極極化﹐使晶粒變粗﹐但可提高電流密度﹐從而提高生產(chǎn)率�����。此外攪拌還可增強(qiáng)整平劑的效果��。
產(chǎn)品表面狀態(tài)的清潔�、平整的基件表面鍍層效果越好,產(chǎn)品形狀也影響電流分布�,位置定位等。
二���、電鍍的分類與作用
1�����、按使用方法大致可分成五類
電化學(xué)方法:這種方法的特點(diǎn)是利用電極反應(yīng)�����,在零件表面上形成鍍覆層�,其中應(yīng)用最廣的是:電鍍與陽(yáng)極氧化���。
化學(xué)鍍方法:這種方法的特點(diǎn)是在沒(méi)有電流通過(guò)的情況下�����,利用物質(zhì)互相作用�,在零件表面上形成鍍覆層����,主要工藝過(guò)程有:化學(xué)鍍(化學(xué)鍍鎳��、化學(xué)鍍銅)�����;化學(xué)轉(zhuǎn)化膜處理(鋅的鉻酸鹽鈍化、鋼鐵的磷化���、氧化)����。
熱加工方法:以熱鍍鋅為主��。
高真空方法��。
其他物理方法�。
2、按作用可以分五類
提高零件的耐蝕性能:例如鋼鐵產(chǎn)品表面鍍鋅����、鋅鋁等。
提高零件的耐磨性能:例如鍍鉻����、鍍鎳提高耐磨性����,陽(yáng)極氧化提高鋁制品的耐磨性��。
提高零件的防護(hù)和裝飾性能:例如鍍鉻�、鍍鎳、鍍銅��、金屬表面著色等��。
修復(fù)零件尺寸:例如軸�����、齒輪���、花鍵等重要機(jī)械零部件使用后磨損���,可采用鍍鐵、鍍鉻修復(fù)尺寸�。
賦予某些零件特殊的功能:例如鍍銅鍍銀可以提高導(dǎo)電性能;鍍鎳-鈷��、鎳-鐵提高導(dǎo)磁性;鍍錫可提高其耐酸性�����。
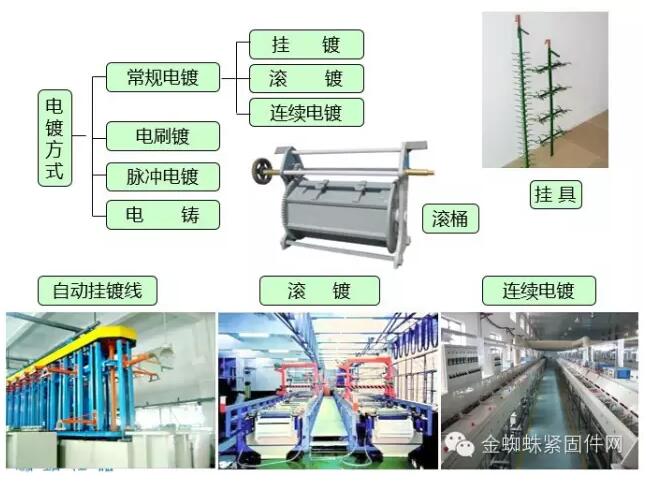
3�、按加工方式可以分四類
4、鍍鋅溶液的分類
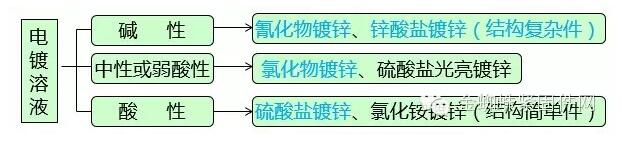
氰化物鍍鋅:鍍層結(jié)晶細(xì)致��,除氫后不會(huì)發(fā)黑����、鍍液分散能力好�、溫度范圍較寬及廢水治量簡(jiǎn)便;電流效率低�,不宜鍍鑄鐵件,毒性大�����,易分解����,使操作有不安全感。
鋅酸鹽鍍鋅:對(duì)鋼鐵備無(wú)腐蝕作用���,可用氰化物鍍鋅液轉(zhuǎn)換�����,維護(hù)費(fèi)底��,鍍層晶細(xì)致�����,對(duì)盡可能質(zhì)敏感性底���,廢水處理方便�;缺點(diǎn)是電流效率低��,電鍍時(shí)氣體刺激性都較大��,需裝抽風(fēng)設(shè)備�����。
氯化物鍍鋅:電流效率高(95%)鍍層質(zhì)量好�,電鍍過(guò)程滲氫少,可鍍彈性件���,能在鑄件或高碳鋼上直接電鍍�����,鍍液對(duì)操作工員影響小�,不需抽風(fēng)裝置,管理維護(hù)也方便�;缺點(diǎn)是對(duì)鋼件設(shè)備有較大腐蝕性,鈍化膜會(huì)發(fā)生“變色”現(xiàn)象�����,氯化氨廢水難處理�。采用無(wú)氨鍍可改善����。
硫酸鹽鍍鋅:鍍液簡(jiǎn)單,成本低����,電流效率高,沉積速度快��,適合在線材��、帶材上高速電鍍。與其他類型鍍液相比�,它的陰極極化小,鍍層結(jié)晶粗���,分散覆蓋能力差�,只適用外形簡(jiǎn)單的零件���。
三�����、緊固件表面處理工藝選擇與簡(jiǎn)介
1��、緊固件表面處理工藝選擇
選擇何種表面處理�,是每一個(gè)設(shè)計(jì)者都面臨的問(wèn)題����。可選擇的表面處理類型很多�,但原則只有一個(gè)”經(jīng)濟(jì)、實(shí)用”��。
由于幾乎所有商業(yè)緊固件都是由碳鋼、合金鋼制成�,一般的緊固件都希望能防止腐蝕,此外��,表面處理的鍍層必須附著牢固�����,不能在安裝和卸下的過(guò)程中脫落�����,對(duì)螺紋緊固件��,鍍層還需足夠薄����,使得鍍后螺紋仍能旋合。一般鍍層的溫度限制比緊固件材料要低�����,因此還需考慮緊固件所處的工作溫度要求��。
對(duì)于表面處理���,人們一般關(guān)注的是美觀和防腐��,但緊固件的主要功能是緊固零部件�,而表面處理對(duì)緊固件的緊固性能也有很大的影響���,所以��,選擇表面處理時(shí)�����,也應(yīng)考慮緊固性能的因素�,即安裝扭矩—預(yù)緊力的一致性��。
一名高水平的設(shè)計(jì)者����,不僅應(yīng)考慮設(shè)計(jì),還因注意到裝配的工藝性�,甚至環(huán)保要求。
下面根據(jù)上述因素簡(jiǎn)要介紹一些緊固件常用的鍍層���,以供緊固件從業(yè)人員參考����。
電鍍鋅
電鍍鋅是商業(yè)緊固件最常用的鍍層。它比較便宜�,外觀也較好看,可以有黑色��、軍綠色���。然而���,它的防腐性能一般,其防腐性能是鋅鍍(涂)層中最低的��。一般電鍍鋅中性鹽霧試驗(yàn)在72小時(shí)之內(nèi)���,也有采用特殊封閉劑��,使得中性鹽霧試驗(yàn)達(dá)200小時(shí)以上�����,但價(jià)格貴,是一般鍍鋅的5~8倍����。
電鍍鋅加工過(guò)程易產(chǎn)生氫脆�����,所以10.9級(jí)以上的螺栓一般不采用鍍鋅的處理.雖然鍍后可以用烘箱去氫����,但因鈍化膜在60℃以上時(shí)將遭破壞��,因此去氫必須在電鍍后鈍化前進(jìn)行���。如此可操作性差��,加工成本高����。在現(xiàn)實(shí)中���,一般生產(chǎn)廠不會(huì)主動(dòng)去氫��,除非特定客戶的強(qiáng)制要求����。
電鍍鋅的緊固件扭矩—預(yù)緊力一致性較差,且不穩(wěn)定�����,一般不用于于重要部位的連接���。為了改善扭矩—預(yù)緊力一致性�����,也可采用鍍后涂覆潤(rùn)滑物質(zhì)的方法改善和提高扭矩—預(yù)緊力一致性�。
磷化
一項(xiàng)基本原則磷化相對(duì)鍍鋅便宜��,耐腐蝕性能比鍍鋅差�。磷化后應(yīng)涂油,其耐腐蝕性能的高低與所涂油的性能有很大的關(guān)系�����。例如�����,磷化后涂一般的防銹油����,中性鹽霧試驗(yàn)也只有10~20小時(shí)。涂高檔的防銹油�����,則可達(dá)72~96小時(shí)�。但其價(jià)格是一般磷化涂油的2~3倍。
緊固件磷化常用的兩種��,鋅系磷化和錳系磷化�����。鋅系磷化潤(rùn)滑性能比錳系磷化好���,錳系磷化抗腐蝕性�,耐磨性較鍍鋅好���。它的使用溫度可達(dá)華氏225度到400度(107~204℃)�����。
特別是一些重要零部件的連接����。如,發(fā)動(dòng)機(jī)的連桿螺栓����、螺母,缸蓋��、主軸承��、飛輪螺栓���,車輪螺栓螺母等���。
高強(qiáng)度螺栓采用磷化,還可以避免氫脆問(wèn)題��,所以在工業(yè)領(lǐng)域10.9級(jí)以上的螺栓一般采用磷化表面處理����。
氧化(發(fā)黑)
發(fā)黑+涂油是工業(yè)緊固件很流行的鍍層,因?yàn)樗畋阋?,并且在油耗盡之前看起來(lái)不錯(cuò)。由于發(fā)黑幾乎無(wú)防銹能力����,所以無(wú)油后它很快就會(huì)生銹����。就是在有油狀態(tài)下��,其中性鹽霧試驗(yàn)也只能達(dá)到3~5小時(shí)����。
電鍍鎘
鎘鍍層耐腐蝕性能很好���,特別是在海洋性大氣環(huán)境下的耐腐蝕性較其他表面處理好�。電鍍鎘的加工過(guò)程中的廢液處理費(fèi)用大���,成本高���,其價(jià)格約是電鍍鋅的15~20倍。所以在一般行業(yè)不使用����,只用于一些特定的環(huán)境。如���,用于石油鉆井平臺(tái)和海航飛機(jī)用緊固件��。
電鍍鉻
鉻鍍層在大氣中很穩(wěn)定���,不易變色和失去光澤���,硬度高耐磨性好。在緊固件上用鉻鍍層一般是作為裝飾作用�。在防腐性要求較高的工業(yè)領(lǐng)域很少使用,因?yàn)楹玫你t電鍍緊固件與不銹鋼同樣昂貴����,只是使用不銹鋼強(qiáng)度不夠時(shí),才用鍍鉻緊固件代替�����。
為了防止腐蝕�,鍍鉻前應(yīng)首先鍍銅和鎳。鉻鍍層可以承受華氏1200度(650℃)的高溫���。但也與電鍍鋅一樣存在氫脆問(wèn)題�。
鍍鎳
主要用于既要防腐,又要導(dǎo)電性好的地方�。如車輛電瓶的引出端子等。
熱浸鋅
熱浸鋅為鋅加熱到液體下熱擴(kuò)散涂層�����。其鍍層厚度在15~100μm���,并且不易控制��,但耐腐蝕性好,多用于工程中�����。熱浸鋅加工過(guò)程中污染嚴(yán)重��,有鋅廢料和鋅蒸汽等��。
由于鍍層厚���,在緊固件中引發(fā)了內(nèi)外螺紋難以旋合的問(wèn)題���。
因熱浸鋅加工的溫度原因,(340-500C)它不能用于10.9級(jí)以上的緊固件。
滲鋅
滲鋅為鋅粉固態(tài)冶金熱擴(kuò)散涂層�����。其均勻性好��,螺紋�����、盲孔內(nèi)都能獲得均勻?qū)?����。鍍層厚度?0~110μm�����,并且誤差可控制在10%�。它與基體的結(jié)合強(qiáng)度和防腐性能在鋅涂層中(電鍍鋅、熱浸鋅�、達(dá)克羅)是最好的。其加工過(guò)程無(wú)污染���,最環(huán)保�����。
達(dá)克羅
不存在氫脆問(wèn)題����,并且扭矩—預(yù)緊力一致性能很好。如不考慮六價(jià)鉻的環(huán)保問(wèn)題����,它實(shí)際上最適用于高防腐要求的高強(qiáng)度緊固件。
緊固件表面處理常用工藝簡(jiǎn)介---電鍍鋅
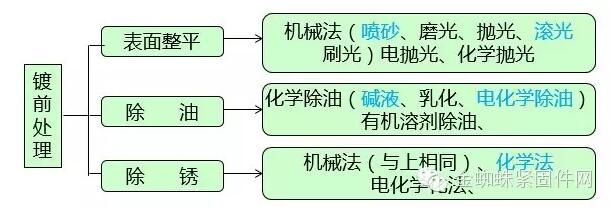
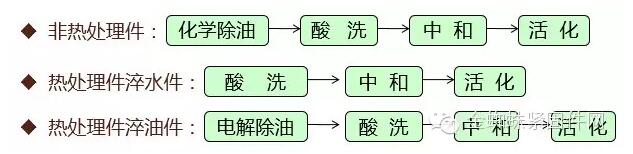
1. 鍍前處理分類
電化學(xué)除油:也叫電解除油���,將零件置于陰極或陽(yáng)極上����,通以直流電在電流的作用下����,使油與溶液界面的表面張力大大的降低��,并且產(chǎn)生的氧氣對(duì)表面的附著物具有強(qiáng)烈的撕裂作用���。
電化學(xué)除油按工件性分陰極法與陽(yáng)極法���,還有陰陽(yáng)極聯(lián)合法���,陰極法除油效果效率比陽(yáng)極法高,基體不受腐蝕��,但容易滲氫���,適用于鋁鋅錫鉛銅等有色金屬及合金件除油�,陽(yáng)極除油效率比陰極低���,對(duì)有色金屬腐蝕大���,適用于高碳鋼、彈性材料零件��。
化學(xué)除銹:化學(xué)除銹多采用酸性溶液���,因而又叫酸洗�����,又稱為侵蝕�,分強(qiáng)侵蝕,弱侵蝕(活化)
2. 鍍前處理流程
3. 鍍鋅工藝簡(jiǎn)介
氯化鉀鍍鋅的工藝特點(diǎn):
氯化鉀鍍鋅對(duì)零件材料的適鍍性鉸廣�,電流效率高,很適宜于緊固件的滾鍍生產(chǎn)�����。另外���,氯化鉀鍍鋅可允許較寬的電流密度�����,并且鍍液穩(wěn)定����,不含絡(luò)合物�����,廢水處理簡(jiǎn)單��。因此大部廠家都采用氯化鉀鍍鋅工藝����。
4. 操作要點(diǎn)
1)零件的裝載量及電流的控制:
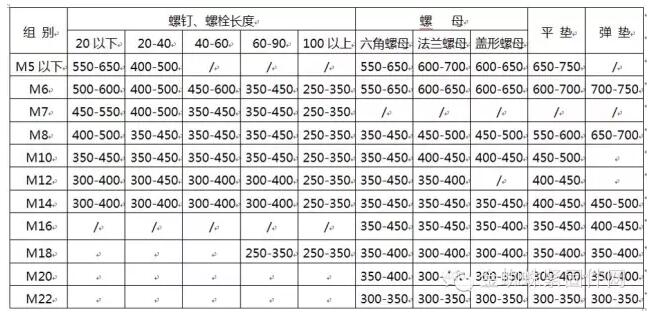
產(chǎn)品的大小、長(zhǎng)短各異��,而且相差較大����,為了便于操作,適應(yīng)工藝要求��,特別規(guī)定了產(chǎn)品裝載量:各種規(guī)格產(chǎn)品都以上圓為30厘米�,下圓為25厘米,高25厘米的錐形水桶��,裝滿4桶為一個(gè)電鍍槽(即3個(gè)滾桶)的裝載量�����。再根據(jù)此量計(jì)算得出各種零件的總表面積��,然后乘以工藝要求的電流密度��,確定零件鍍鋅的電流范圍����,各規(guī)格產(chǎn)品的電流控制詳見附表,以供參考���。
參考附件:標(biāo)準(zhǔn)件鍍鋅電流對(duì)照表
2)鍍層厚度與電鍍時(shí)間的控制
在產(chǎn)品的裝載量和電流大小都控制在一定值時(shí)����,鍍層厚度只取決于電鍍時(shí)間的長(zhǎng)短。時(shí)間越長(zhǎng)鍍層厚度越厚��。鍍層厚度要求與時(shí)間的控制如下表:
3)光亮劑的添加
為了獲得光亮的鍍層�����,在每班要加入光亮劑和柔軟劑�。添加時(shí)以5-10倍的水稀釋加入。光亮劑加入太少會(huì)得不到光亮�、理想的鍍層;如果加入過(guò)多���,就會(huì)引起鍍層發(fā)脆�����、疏松���,甚至因光亮過(guò)量而析出有機(jī)雜物�,夾附于鍍層��,導(dǎo)致鍍層起泡�、脫皮�����。光亮劑添加量與通電時(shí)間���、電流大小成正比�,以消耗量60-120ml/KAh的范圍內(nèi)適量添加�����。每班以4小時(shí)計(jì):加柔軟劑200ml�����,光亮劑1000ml����。
5. 鍍液的維護(hù)
a) 氯化鉀鍍液較穩(wěn)定,槽液成份單班生產(chǎn)時(shí)每周化驗(yàn)一次���,兩班生產(chǎn)時(shí)三天分析一次���,根據(jù)分析結(jié)果作必要的補(bǔ)充���。并作好鍍液工藝檢查記錄。
b) 每班測(cè)量一次鍍液的PH值����,PH上升可用稀鹽酸調(diào)整至5-6,并檢查鋅板消耗情況�,并及時(shí)補(bǔ)充。
c) 每天下班前都要吸撈槽底的金屬物����,防止金屬溶于溶液影響其性能和鍍層的質(zhì)量。
d) 定期進(jìn)行大處理���,一般規(guī)定為1-2個(gè)月處理一次�����,并作好鍍液工藝檢查記錄�。
6. 鍍(鋅)后工藝簡(jiǎn)介
零件在酸洗�、陰極電解除油及電鍍過(guò)程中都有可能在鍍層和基體金屬的晶格中滲氫,造成晶格扭曲,內(nèi)應(yīng)力增大�,產(chǎn)生脆性稱為氫脆。
除氫處理
為了消除氫脆���,一般采用鍍后熱處理,使氫逸出����。溫度越高時(shí)間越長(zhǎng),除氫越徹底���,但超過(guò)250℃鋅結(jié)晶組織將變形��,發(fā)脆�,耐蝕性明顯下降�����。實(shí)踐溫度:200±10℃����,不同標(biāo)準(zhǔn)件產(chǎn)品除氫工藝見下表:
*注意:鍍后四小內(nèi)進(jìn)行,爐溫均勻一致
鈍化處理
a. 鋅的化性質(zhì)活潑����,在空氣中很容易氧化變暗����,生成“白銹”腐蝕����。鍍鋅后經(jīng)鉻酸鹽處理,可以在鋅層上生成一層化學(xué)轉(zhuǎn)化膜����,使活潑的金屬鋅處于鈍態(tài),這層厚度小于0.5UM的鉻酸薄膜����,能使鍍鋅層的耐腐蝕能力提高6-8陪。并賦予美麗的裝飾外觀和抗污染能力���。
b. 鈍化液深度分三種:高中低�����,為滿足不同客戶的要求���,鈍花色澤分為蘭白���、五彩、黑色�����、軍綠色��、金黃色����、三價(jià)蘭白和三價(jià)五彩等���。
鉻酸純化鹽三要素
鈍化配方雖然很多����,但任何有實(shí)用價(jià)值的配方必須包括主鹽����、活化劑和一定的氫離子濃度。
注意事項(xiàng)
(1)鍍層質(zhì)量要求細(xì)致�、光澤較好。因低濃度鈍化液無(wú)化學(xué)拋光能力�����,故必須保持鋅鍍層的質(zhì)量一致。
(2)鈍化溫度以15℃~35℃最好�����。溫度低���,成膜慢���,色淡膜薄�;溫度高,膜厚而疏松��,附著不










 400-021-5595
400-021-5595


 冀公網(wǎng)安備 13042902000768號(hào)
冀公網(wǎng)安備 13042902000768號(hào)